We are exploring the best technologies for producing low emissions fuels. For upgrading low-quality methane emissions, we utilise Gas Capture Technology’s (GCT) novel gas processing technology featuring a specially-designed Ionic Liquid Zeolite (ILZ) adsorbent and single-stage pressure swing adsorption (PSA) unit.
Innovation and Versatility
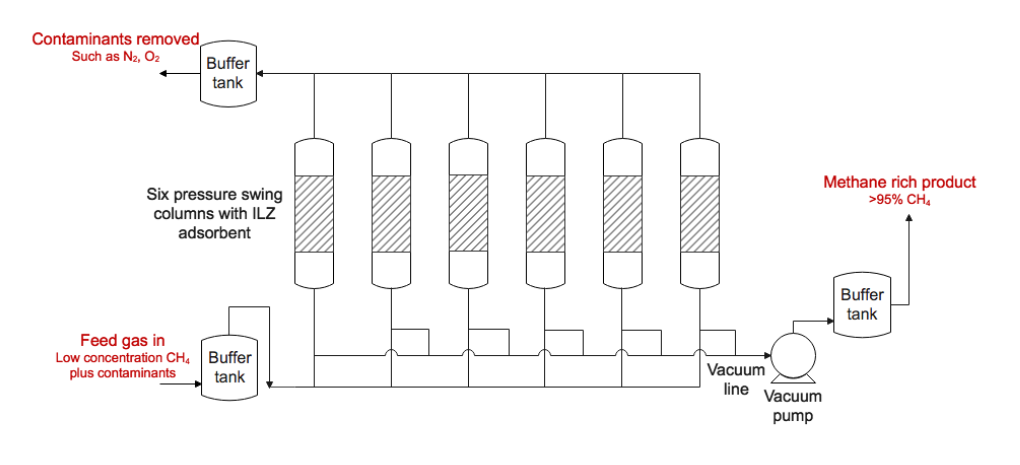
GCT’s system is simplified in this Process Flow Diagram.
The process consists of:
Adsorption– methane is adsorbed by ILZ across six adsorption columns
Regeneration– the columns are regenerated via depressurisation, blowdown, evacuation, and re-pressurisation. Gas flows are passed between beds using a novel approach to optimise methane recovery and energy efficiency
Methane (and any CO2) are collected from the bottom of the columns and contaminants (e.g. N2, O2) from the top
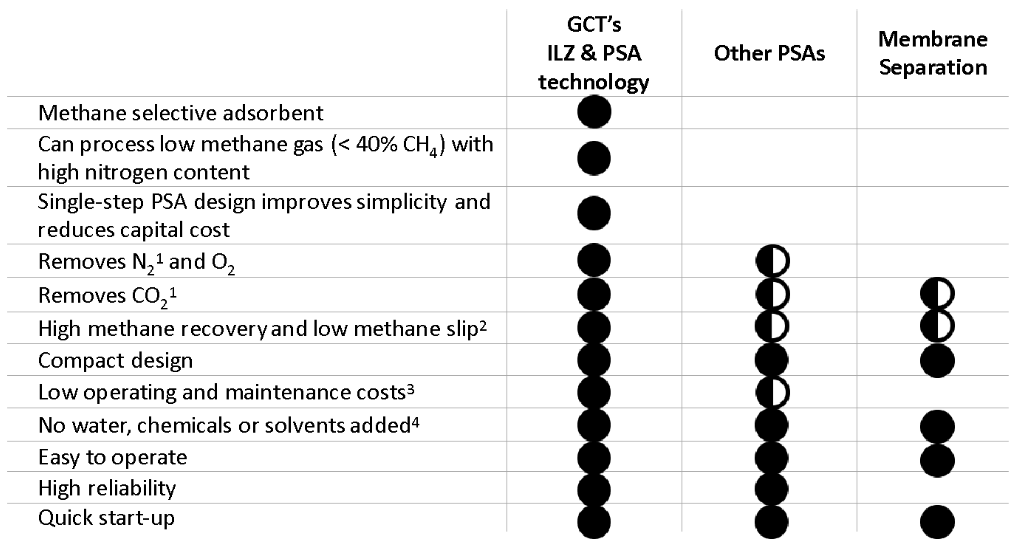
The technology delivers additional value and can be used for a wider range of scenarios than other gas separation technologies on the market.
Table notes:
GCT’S technology removes N2 and CO2 better than other methods
GCT’S technology provides better methane recovery than other methods
GCT’s technology uses less adsorbent and less equipment than other methods
Recycled water may be required to operate vacuum pumps if required by local legislation
Pilot Project
Proven at Pilot Scale
A methane upgrading system was successfully fabricated, installed, and operated in the Qinshui Basin in Shanxi province, China, in July 2020.
The system upgrades low concentration methane from a coal mine to a high concentration commercial stream.
The project was delivered in 3 months despite COVID-19 challenges, and it demonstrated the upscaling capability of GCT’s technology.
GCT have multiple patents covering their unique technologies